 中文简体
中文简体











为国内数控机床知名品牌和专业研发制造商,我们致力于为全世界用户提供专业的机床及生产应用解决方案,并积极提供定制化服务。目前公司拥有超过650名的员工。拥有20种不同型号和40余种衍生产品,努力实现“打造机床装备制造行业品牌”的愿景目标。
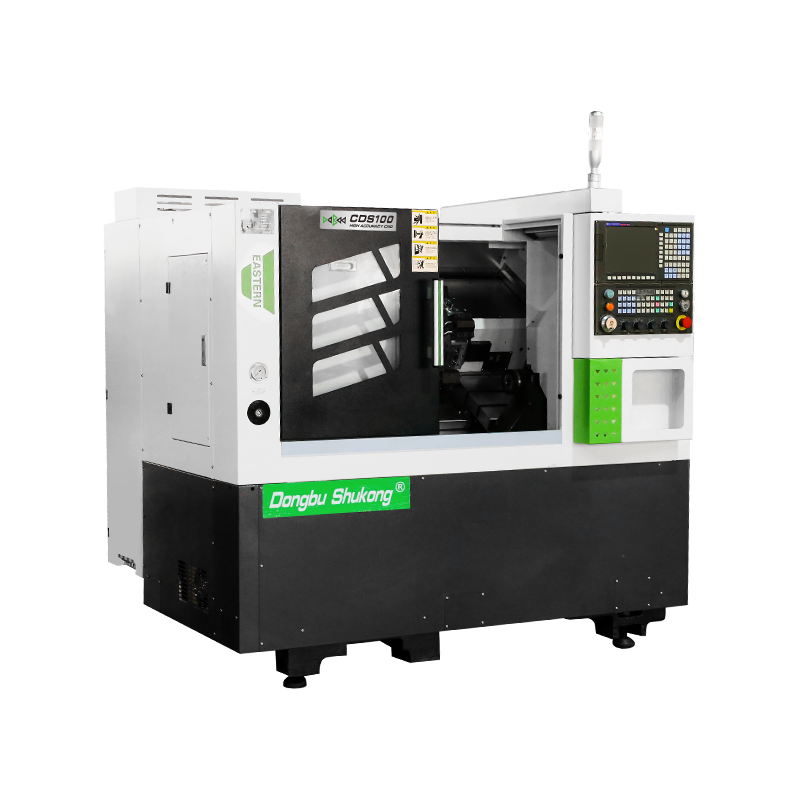
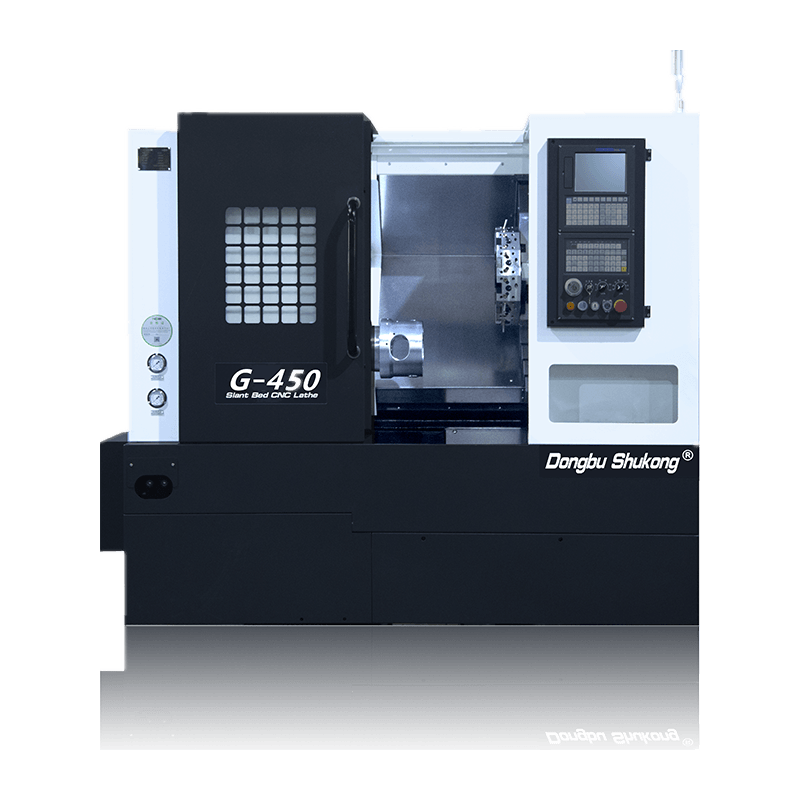
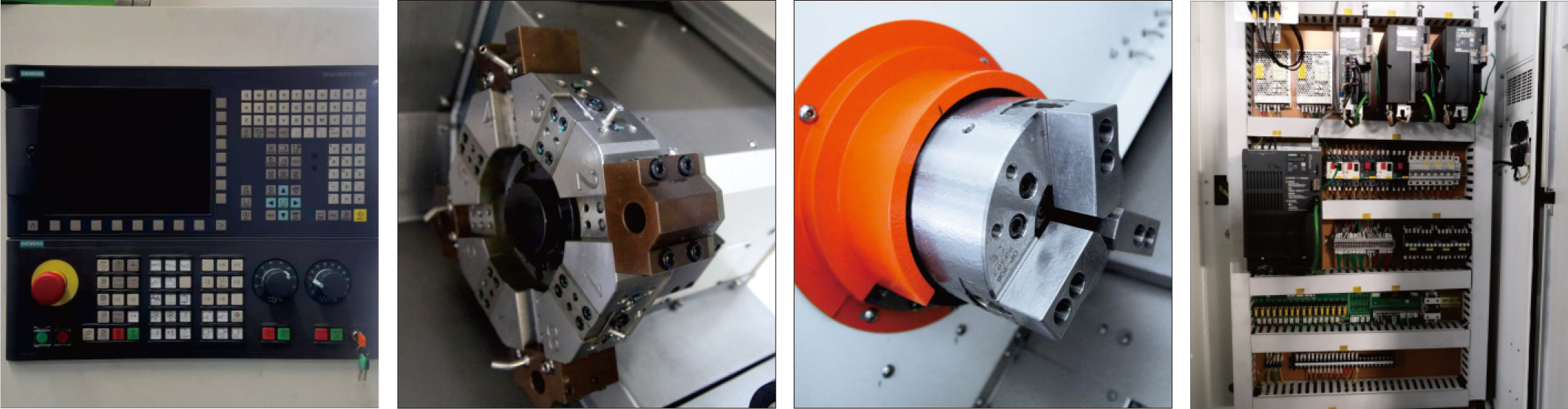
CDS100/CDS100M/CDS100P 一体式高低轨床身车铣复合机床
CDS100/CDS100M/CDS100P 高精度数控斜床身车床是一款高端加工工具,专为各种制造应用中的精密车削加工而设计。
该车床配备了先进的 CNC(计算机数控)技术,可以精准控制加工过程,从而提高精度和效率。倾斜床身设计可改善排屑效果并更轻松地接触工件,从而提高整体生产率。
CDS100 系列有不同的变体 - CDS100、CDS100M 和 CDS100P - 每个都满足特定要求:
1. CDS100:该型号提供标准精密车削功能,适合各种加工任务。 它具有高精度和可靠性,非常适合一般加工应用。
2. CDS100M:“M”型号专为高速加工操作而定制,可提供更快的切削速度和更短的循环时间。它配备了优化的功能,可在苛刻的制造环境中很大限度地提高生产率。
3. CDS100P:“P”型号注重多功能性和灵活性,提供可编程功能和定制选项,以适应不同的加工需求。 它可以轻松集成到自动化生产系统中,以提高效率。
CDS100 系列的主要特点包括用于稳定性的刚性结构、用于高效材料去除的高主轴速度以及用于直观操作的用户友好型 CNC 控制装置。 此外,它还采用先进的安全功能,确保操作员在操作过程中受到保护。
1、采用标准:
GB9061-1988 金属切削机床 通用技术条件
GB5226.1-2002 机械安全 机械电气设备第1部分;通用技术条件
JB/T10051-1999 金属切削机床 液压系统通用技术条件
GB/T16462-1996数控卧式车床检验
除技术规格中规定外,没有提及的标准应符合国内新版本相关标准。
2、设备主要用途
能够对各种轴类和盘类零件自动完成内外圆柱面、圆锥面、圆弧面、端面、切槽、倒角等工序的切削加工,并能车削公制直螺纹、端面螺纹及英制直螺纹和锥螺纹等各种车削加工。
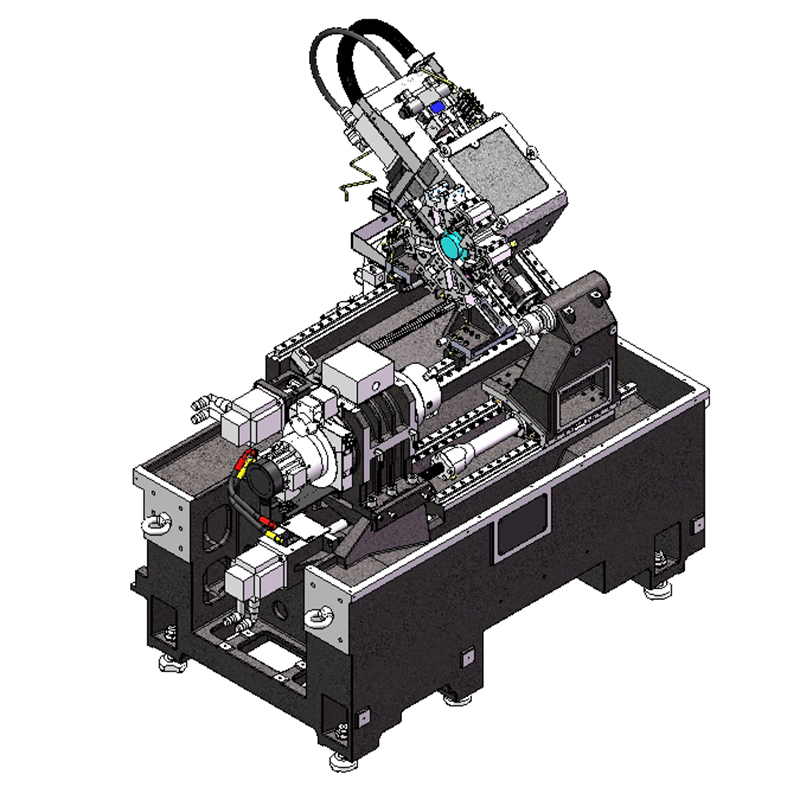
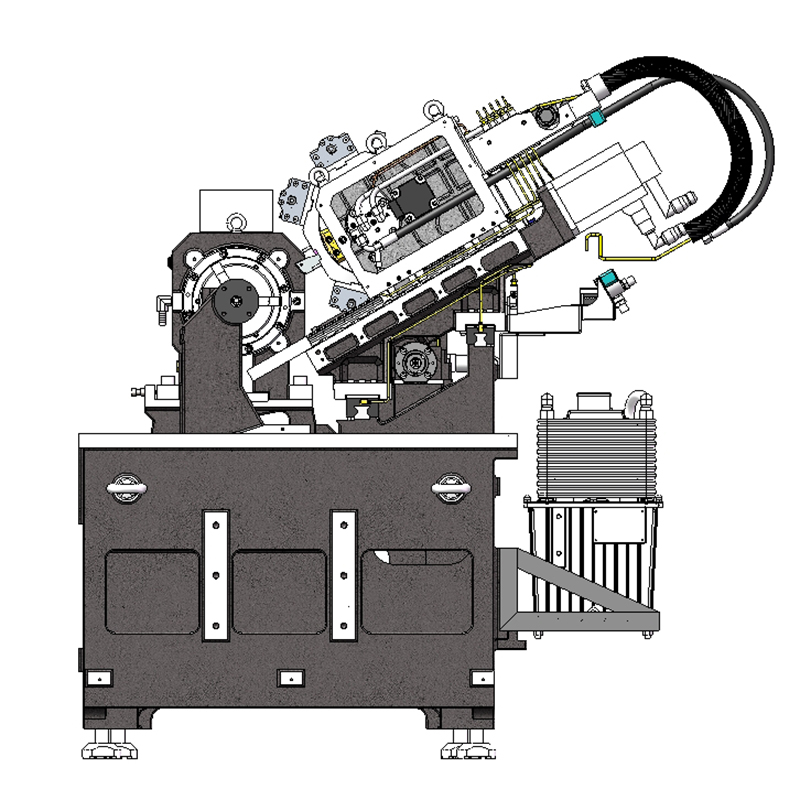
3、机床基本结构特点说明
3.1床身
采用一体式高低轨床身设计,采用厚壁,多筋,多腔,的结构,确保重切削能力,床身采用优质树脂沙铸造,刚性好,抗震性好,排屑流畅。
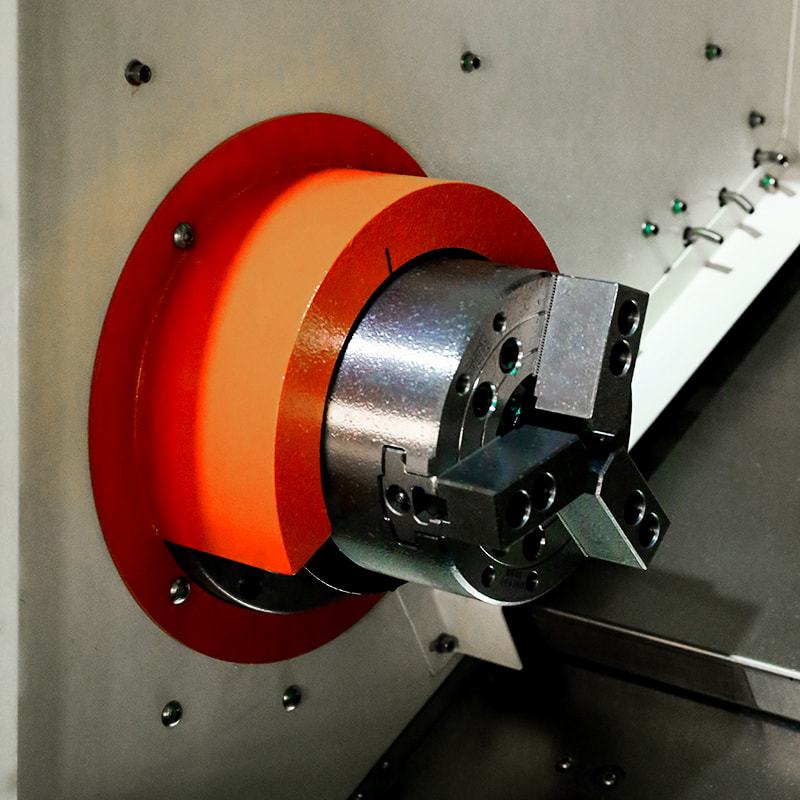
3.2主轴箱
主轴轴承采用优质高精度轴承,采用伺服同步电主轴,转矩高输出平稳。主轴箱轴承采用双列圆柱滚承和双向推力角接触轴承配合,高刚性,散热采取了相应的减少主轴热变形的结构设计,使主轴长期工作时能保持主轴轴线的相对稳定性。
3.3进给系统
X、Z轴伺服电机通过弹性联轴节于与精密滚珠丝杠直连,精度高,丝杠两端固定,提高了支承座的支承刚度,使频繁高速定位,重切时引起的丝杠扭曲变形减到较低程度,轴承采用丝杠专用60度角接触成对精密轴承,高速,高精度。
3.4拖板
传动采用进口台湾的直线滚动导轨满足高速高效要求,减少摩擦阻力及温升变形,提高加工精度,并能保证切削加工精度的长期稳定性。
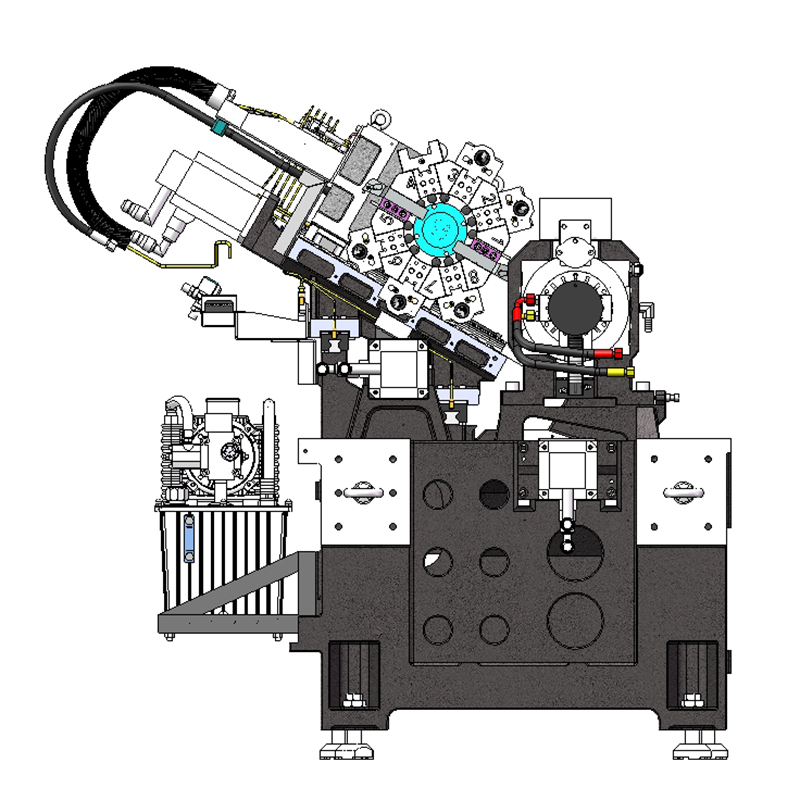
3.5 刀架
采用高刚性液压伺服刀塔,通过伺服系统优化补偿,配合伺服主轴,实现多轴联动,可完成主轴定位、刚性攻丝、曲面铣削等功能,极大的丰富了机床的功能,提高了机床的适应性,满足各类零件的加工需求。
3.6液压系统
液压卡盘夹紧、松开和尾座套筒伸缩除程序控制外,均可脚踏控制,方便快捷。液压压力调整均采用面板式旋扭操作,表盘显示,调整安全、方便。
3.7润滑装置
机床采用自动集中润滑系统,定时定量供油,油路分配器根据不同润滑部位的压力要求调定供油压力确保所有润滑部位(如导轨,镶条,丝杆,螺母等摩擦副)均能得到充分的润滑,并设置润滑系统报警功能。
3.8冷却系统
斜床身数控车床采用全导轨防护,冷却箱及排屑器与主机分离,保证机床精度免受热切削影响。
3.9电气系统
机床电气单元柜密封性好,具有电器柜空调,确保机床高温、高湿环境下数控系统工作正常。
3.10极限防撞措施
轴的正负方向极限行程位置的轴承座上均设有橡胶缓冲防撞装置为双螺母滚珠丝杆副免受非正常情况下的损失性撞击提供有效保护。
3.11安全保护
全防护内钣金设计,和全包围外钣金设计。机床工作时,不变形和振动。内防护中导轨、丝杆、螺母、轴承用不锈钢伸缩护罩。排屑、机屑清理方便。
随机技术文件
1、机床操作说明书 2、数控系统操作手册
3、数控系统维护手册 4、液压原理图
5、电气原理图、接线图、梯形图、参数设定表
6、机床参数光盘 (选择) 7、机床精度检验证书
8、液压卡盘手册 9、转塔刀架手册
|
|
最大加工直径:330mm |
|
|
最大加工长度:360mm |
|
|
卡盘尺寸:6" 英寸 |
-
详细参数
-
视频显示
特征:
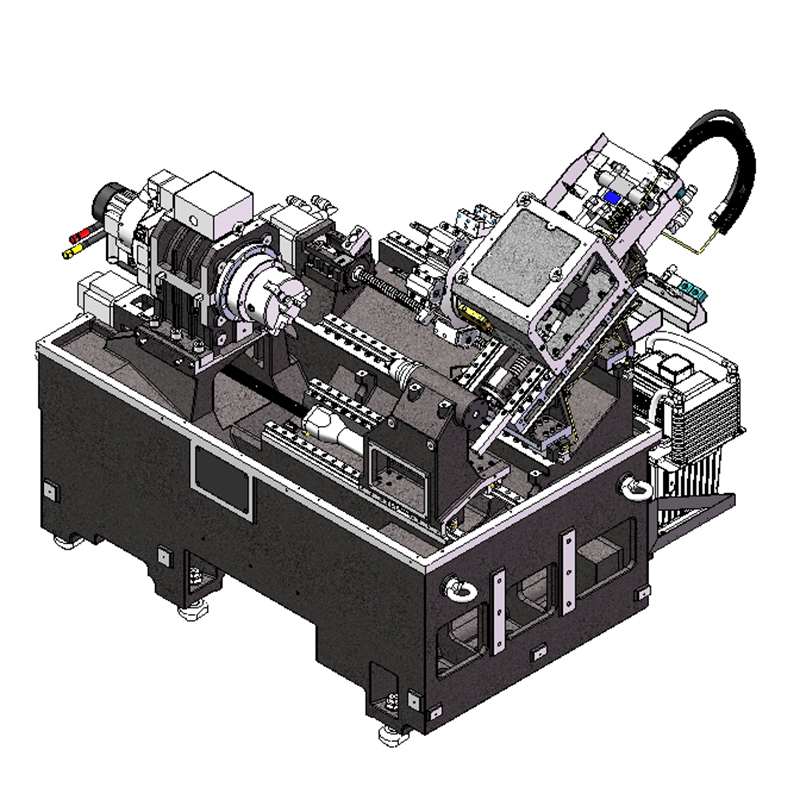
采用30°床身,高刚性液压伺服八位刀塔,内置主轴(最高主轴转速5000rpm),液压通力卡盘,伺服可编程尾座,占地小,适合短轴类、板材类工件加工。
|
标准配置 |
可选配置 |
|
1.西门子828D基本控制系统 |
1.FANUC 0i-TF Plus控制系统 |
|
2.A2-5 |
2.GSK 988TA 控制系统 |
|
3.内置主轴 |
3.RENEISHAW 自动刀具设定器 |
|
4.液压贯通卡盘6英寸 |
4.自动送棒机 |
|
5.液压伺服8工位刀架刀塔 |
5.撇油器 |
|
6.伺服可编程尾座 |
6.排屑机 |
|
7.滚柱线轨 |
规格
| 配置 | CDS100 | ||
| 加工能力 | 床身上最大回转直径 | φ/mm | 450 |
| 托板上最大回转直径 | φ/mm | 230 | |
| 最大加工长度 | mm | 360 | |
| 最大加工直径 | φ/mm | 330 | |
| 最大棒料通孔直径 | φ/mm | 45 | |
| 内置主轴 | 主轴端部类型 | GB59001 | A2-5 |
| 主轴通孔直径 | φ/mm | 56 | |
| 主轴转速范围 | r/min | 50-5000 | |
| 主轴换档方式 | 内置主轴 | ||
| 主轴输出转矩 | N·m | 额定值39 | |
| 主轴功率 | kW | 12.3 | |
| 卡盘类型 | 液压贯通卡盘 | ||
| 卡盘尺寸 | inch | 6" | |
| 进给率 | X轴快速移动速度 | m/min | 25 |
| Z轴快速移动速度 | m/min | 30 | |
| X轴伺服电机扭矩 | N·m | 6 | |
| Z轴伺服电机扭矩 | N·m | 6 | |
| Z1轴伺服电机扭矩 | N·m | 4 | |
| X轴行程 | mm | 155 | |
| Z轴行程 | mm | 362 | |
| 导轨类型 | 滚柱线轨 | ||
| 刀架 | 刀架形式 | 伺服液压8工位动铣刀塔 | |
| 刀具尺寸 | mm | 20×20/φ25 | |
| 尾座 | 尾座类型 | 伺服可编程 | |
| 尾座套筒行程 | mm | 360 | |
| 尾座套筒锥度 | MT4 | ||
| 电源 | 总额定功率 | KVA | 20 |
| 总额定电流 | A | 52 | |
| 规格 | 机床重量 | kg | 2400 |
| 机床尺寸 | L*W*H(mm) | 1940×1370×1710 | |
请注意,此参数和外观如有更改,恕不另行通知,谢谢。
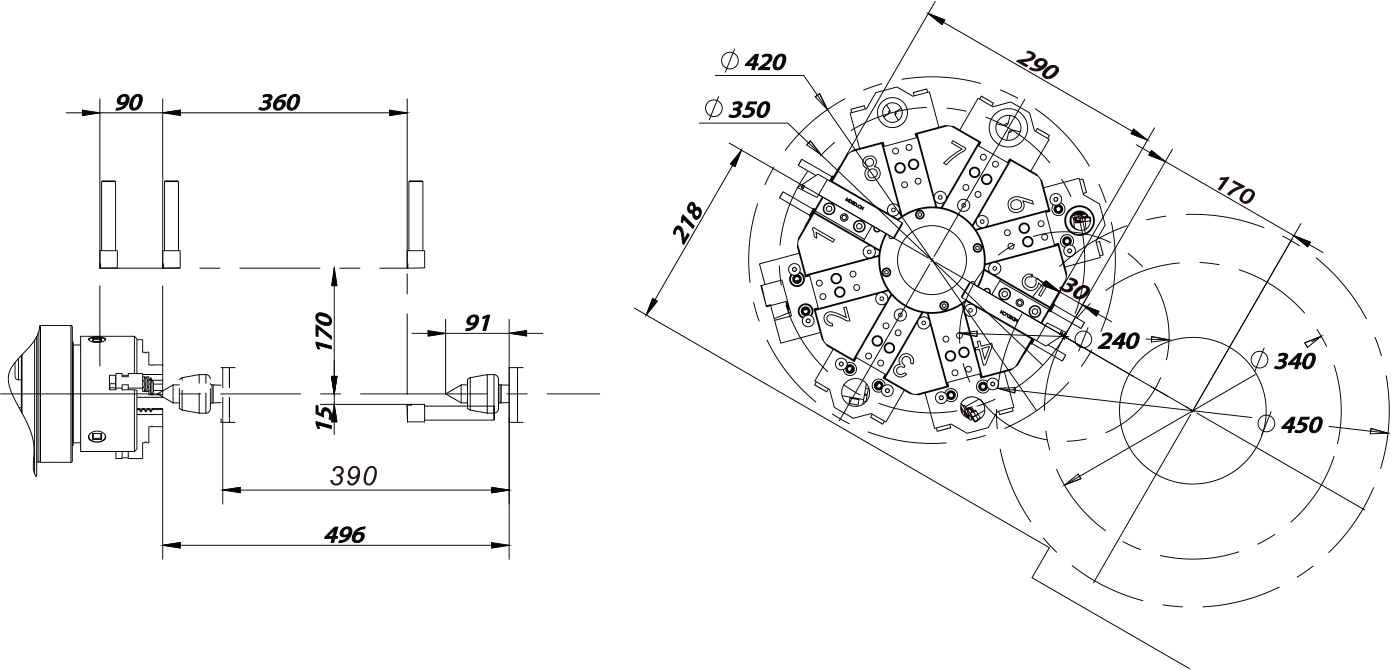
刀具干涉图
| 配置 | CDS100M | ||
| 加工能力 | 床身上最大回转直径 | φ/mm | 450 |
| 托板上最大回转直径 | φ/mm | 280 | |
| 最大加工长度 | mm | 170 | |
| 最大加工直径 | φ/mm | 260 | |
| 最大棒料通孔直径 | φ/mm | 45 | |
| 内置主轴 | 主轴端部类型 | GB59001 | A2-5 |
| 主轴通孔直径 | φ/mm | 56 | |
| 主轴转速范围 | r/min | 50-5000 | |
| 主轴换档方式 | 内置主轴 | ||
| 主轴输出转矩 | N·m | 额定值39 | |
| 主电机功率 | kW | 12.3 | |
| 卡盘类型 | 液压贯通卡盘 | ||
| 卡盘尺寸 | inch | 6" | |
| 进给率 | X轴快速移动速度 | m/min | 25 |
| Z轴快速移动速度 | m/min | 25 | |
| X轴伺服电机扭矩 | N·m | 6 | |
| Z轴伺服电机扭矩 | N·m | 6 | |
| Z1轴伺服电机扭矩 | N·m | 4 | |
| X轴行程 | mm | 155 | |
| Z轴行程 | mm | 285 | |
| 导轨类型 | 滚柱线轨 | ||
| 刀架 | 刀架形式 | 12刀架驱动刀塔(BMT40) | |
| 刀具尺寸 | mm | 20×20/φ25/ER20 | |
| 尾座 | 尾座类型 | 伺服可编程 | |
| 尾座套筒行程 | mm | 390 | |
| 尾座套筒直径 | φ/mm | 65 | |
| 尾座套筒锥度 | MT4 | ||
| 电源 | 总额定功率 | KVA | 20 |
| 总额定电流 | A | 52 | |
| 规格 | 机床重量 | kg | 2450 |
| 机床尺寸 | L*W*H(mm) | 2040×1370×1710 | |
请注意,此参数和外观如有更改,恕不另行通知,谢谢。
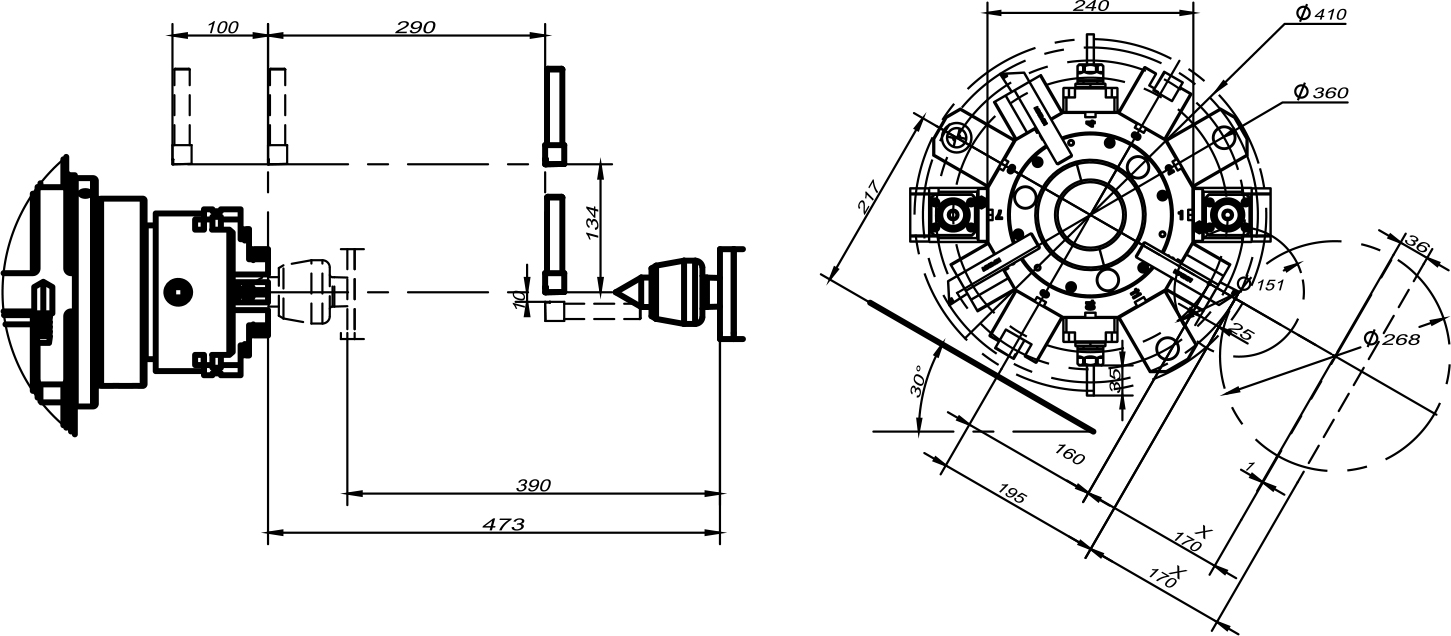
刀具干涉图
| 配置 | CDS100P | ||
| 加工能力 | 床身上最大回转直径 | φ/mm | 500 |
| 托板上最大回转直径 | φ/mm | 180 | |
| 最大加工长度 | mm | 330 | |
| 最大加工直径 | φ/mm | 180 | |
| 最大棒料通孔直径 | φ/mm | 45 | |
| 内置主轴 | 主轴端部类型 | GB59001 | A2-5 |
| 主轴通孔直径 | φ/mm | 52 | |
| 主轴转速范围 | r/min | 50-5000 | |
| 主轴换档方式 | 内置主轴 | ||
| 主轴输出转矩 | N·m | 额定值39 | |
| 主轴功率 | kW | 12.5 | |
| 卡盘类型 | 液压贯通卡盘 | ||
| 卡盘尺寸 | inch | 6" | |
| 进给率 | X轴快速移动速度 | m/min | 25 |
| Z轴快速移动速度 | m/min | 25 | |
| X轴伺服电机扭矩 | N·m | 6 | |
| Z轴伺服电机扭矩 | N·m | 6 | |
| Z1轴伺服电机扭矩 | N·m | 4 | |
| X轴行程 | mm | 370 | |
| Z轴行程 | mm | 410 | |
| 导轨类型 | 滚柱线轨 | ||
| 刀架 | 刀架形式 | 伺服液压12工位动铣刀塔 | |
| 刀具尺寸 | mm | 20×20/φ25 | |
| 尾座 | 尾座类型 | 无尾座 | |
| 尾座套筒行程 | mm | —— | |
| 尾座套筒锥度 | —— | ||
| 电源 | 总额定功率 | KVA | 20 |
| 总额定电流 | A | 52 | |
| 规格 | 机床重量 | kg | 2200 |
| 机床尺寸 | L*W*H(mm) | 1940×1370×1710 | |
请注意,此参数和外观如有更改,恕不另行通知,谢谢。
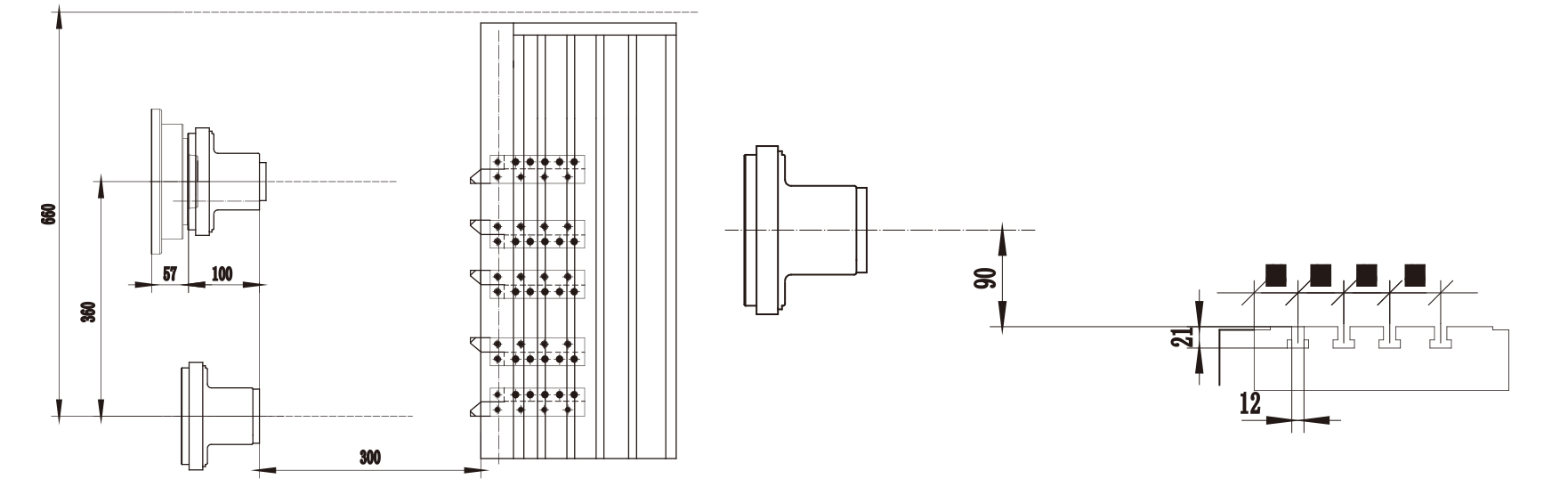
刀具干涉图
保持联系
关于我们

台州市东部数控设备有限公司(中文)
荣誉证书


新闻资讯
-
东部数控一直以其精湛的制造技术、优质的品质、及时的售后服务见证了业界的声誉。帮助用户提供“快速、优质、高效”的解决方案,选好用好东部数控机床。欢迎新老客户与我们合作共赢!
阅读更多 -
1、结构形式不同 斜床身车床采用斜床身结构,工件主轴与床身倾斜到固定角度,而立式车床的工件主轴垂直设置。 2、加工空间不同 斜床身车床的加工空间较小,主要适合加工短圆柱形零件。立式车床加工空间较大,可以加工较长的轴类零件。 3、主轴布局不同 斜床身车床的主轴水平布置,立式车床的主轴垂直布置。 4、处理能力不同 斜床身车床主要用于车削外圆柱面、圆锥面、螺纹等。立式车床除车削外,还可以进行钻孔、铣削等...
阅读更多 -
数控机床在医疗行业的广泛应用,主要体现在以下几个方面: 1. 医疗器械和植入物的制造 数控机床可以精密加工各种医疗器械,如手术刀、导管、植入物(如人工关节、起搏器外壳)等,这些器械对尺寸精度、表面光洁度等要求很高,而数控机床可以满足这些苛刻的要求。 2、矫形器、假肢制造 数控机床可以根据患者的个体数据加工出符合人体曲面的矫形器和假肢,大大提高佩戴舒适度。 3. 牙齿修复体的制作 ...
阅读更多
数控斜床身车床行业知识
如何选购数控机床
-
01
联系我们
我们的专业销售支持人员将在2小时内回复您的所有报价。
-
02
获取免费报价
使用可靠的零部件,确保产品质量。
-
03
快速交货
下订单后60天内即可发货。
-
04
售后支持
您可以享受我们所有产品的一年期售后服务。
